
 EN
EN







































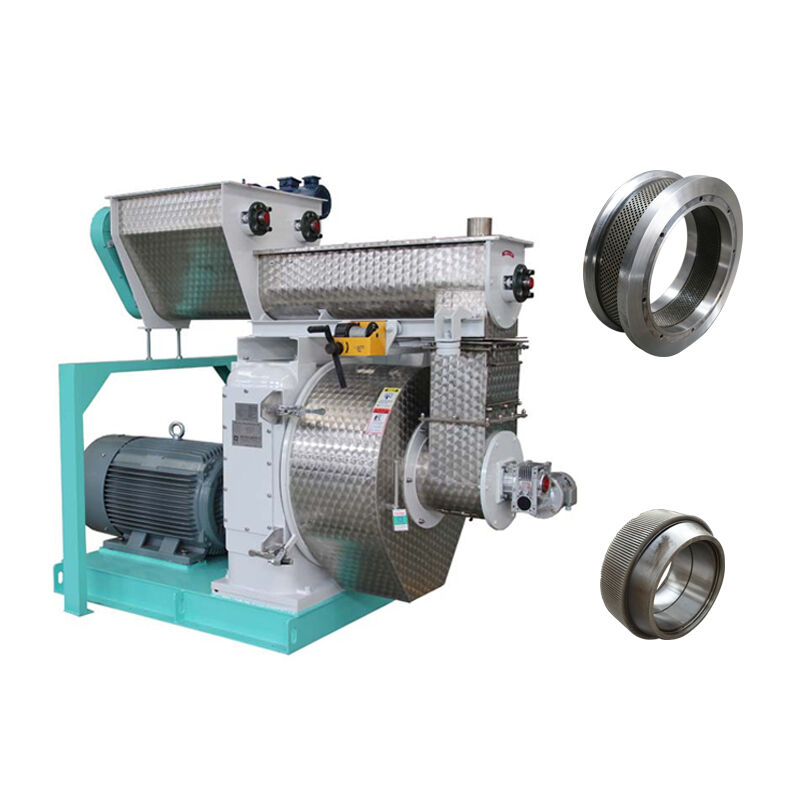
Vòng khuôn ép và Vỏ con lăn là các bộ phận hao mòn quan trọng nhất của máy ép viên. Hao mòn quá mức dẫn đến giảm chất lượng viên nén, năng suất sản xuất thấp và chi phí năng lượng tăng cao. Để tối đa hóa lợi nhuận, các nhà sản xuất sinh khối nên nỗ lực hết sức nhằm kiểm soát tình trạng hao mòn này. Chúng tôi không chỉ cung cấp thiết bị tạo viên hiệu suất cao và các phụ tùng thay thế thiết yếu mà còn cung cấp dịch vụ bảo trì nhằm kéo dài tuổi thọ sử dụng của các bộ phận này. Dưới đây là bốn mẹo quan trọng giúp giảm hao mòn trên khuôn ép và con lăn của máy ép viên.
Ưu tiên Chuẩn bị và Xử lý Nguyên liệu Thô
Thời gian sử dụng dài của các bộ phận này được xác định ngay từ trước khi vật liệu vào máy ép viên. Nguyên liệu đầu vào được chuẩn bị kỹ lưỡng là yếu tố đáng tin cậy, đồng thời cũng là rào cản ban đầu chống mài mòn. Hãy đảm bảo thiết bị nghiền của bạn tạo ra kích thước hạt đồng đều. Các hạt mịn hỗ trợ bôi trơn, trong khi các hạt quá cỡ gây ra áp lực không đều và dẫn đến mài mòn mài mòn. Kết hợp chất kết dính hoặc phụ gia vào quá trình trộn để tạo thành hỗn hợp dễ uốn hơn. Trên hết, việc điều kiện hóa bằng hơi nước chính xác là yếu tố then chốt nhằm kích hoạt lignin trong sinh khối. Vật liệu được điều kiện hóa đầy đủ—tức là đạt độ ẩm và nhiệt độ tối ưu—sẽ đi qua các lỗ khuôn với lực cản tối thiểu, nhờ đó giảm lực ép cần thiết. Điều này làm giảm đáng kể ma sát và mài mòn mài mòn trên các bề mặt làm việc của Mẫu đĩa vòng và vỏ con lăn.
Chọn thông số Khuôn và Con lăn phù hợp
Các khuôn và con lăn không giống nhau. Việc căn chỉnh thông số kỹ thuật phù hợp với nguyên liệu đầu vào của bạn là rất quan trọng. Đây là lựa chọn đường kính lỗ khuôn vòng tốt nhất, tỷ lệ nén (chiều dài trên đường kính) và cấp độ vật liệu (ví dụ: hợp kim crôm cao). Tỷ lệ nén quá cao đối với gỗ mềm sẽ gây ma sát quá mức, cũng như tỷ lệ quá thấp đối với gỗ cứng sẽ không tạo ra viên nén bền lâu. Chúng tôi có mức độ tùy chỉnh cao đối với cả các mẫu nội địa và quốc tế tại Thượng Hải Yuanyuda. Các chuyên gia của chúng tôi có thể hỗ trợ bạn lựa chọn hoặc tùy chỉnh khuôn (các khuôn) phù hợp để đảm bảo chất lượng viên nén mong muốn với độ mài mòn thấp nhất. Tương tự, việc phối hợp đúng Vỏ con lăn với khuôn cũng rất quan trọng nhằm tránh phân bố áp lực không đồng đều.
Đảm bảo rằng các máy móc được lắp ráp và bảo trì đúng cách
Cần phải có hệ thống lắp đặt cơ khí phù hợp. Việc lắp ráp sai hoặc lệch trục cũng có thể làm tăng đáng kể mức độ mài mòn. Đảm bảo rằng bộ phận lắp ráp với Trục vít và Trục rỗng được điều chỉnh chính xác và cố định chắc chắn bằng các kẹp có độ bền cao. Khoảng cách giữa Vỏ con lăn và Bạc đạn vòng phải được thiết lập và duy trì theo đúng thông số kỹ thuật của nhà sản xuất—thông thường bằng độ dày tương đương một tấm danh thiếp. Khe hở quá nhỏ sẽ dẫn đến hiện tượng ma sát kim loại với kim loại, trong khi khe hở quá lớn sẽ gây mất áp lực và trượt con lăn, những yếu tố này đều làm tăng mức độ mài mòn. Việc kiểm tra định kỳ tất cả các bộ phận của máy ép—bao gồm ổ bi và bộ truyền động—sẽ đảm bảo máy hoạt động trơn tru và tránh tình trạng lệch trục, vốn tạo ra các lực phá hủy tác động lên bạc đạn và con lăn, từ đó truyền các lực phá hủy này đến bạc đạn và con lăn.
Áp dụng Hệ thống Vận hành và Giám sát Khoa học
Chế độ vận hành ổn định ít gây hại cho các chi tiết chịu mài mòn hơn nhiều so với việc khởi động, dừng máy thường xuyên hoặc quá tải. Duy trì dòng nguyên liệu đã được chuẩn bị ổn định đưa vào máy ép viên sử dụng thiết bị vận chuyển ở thể tích không đổi. Máy không được vận hành mà không cấp liệu vật liệu đã chuẩn bị sẵn, vì điều này sẽ gây ra ma sát giữa các con lăn và khuôn ép. Đo các thông số quan trọng như cường độ dòng điện (tải), nhiệt độ viên nén và lượng bụi mịn sinh ra. Hiện tượng mài mòn quá mức hoặc sự cố cấp liệu có thể được nhận biết qua việc tiêu thụ điện năng tăng đột ngột hoặc lượng bụi mịn gia tăng. Sau khi viên nén được tạo thành, chúng được làm nguội hiệu quả bằng thiết bị làm nguội chất lượng cao, sau đó được tách riêng bằng thiết bị sàng lọc trang bị tấm sàng chịu lực cao; nhờ vậy, máy ép viên được bảo vệ gián tiếp, bởi vì các hạt bụi mịn có tính mài mòn sẽ được tách ra trước khi chúng có thể được đưa trở lại vào quy trình.
