
 EN
EN














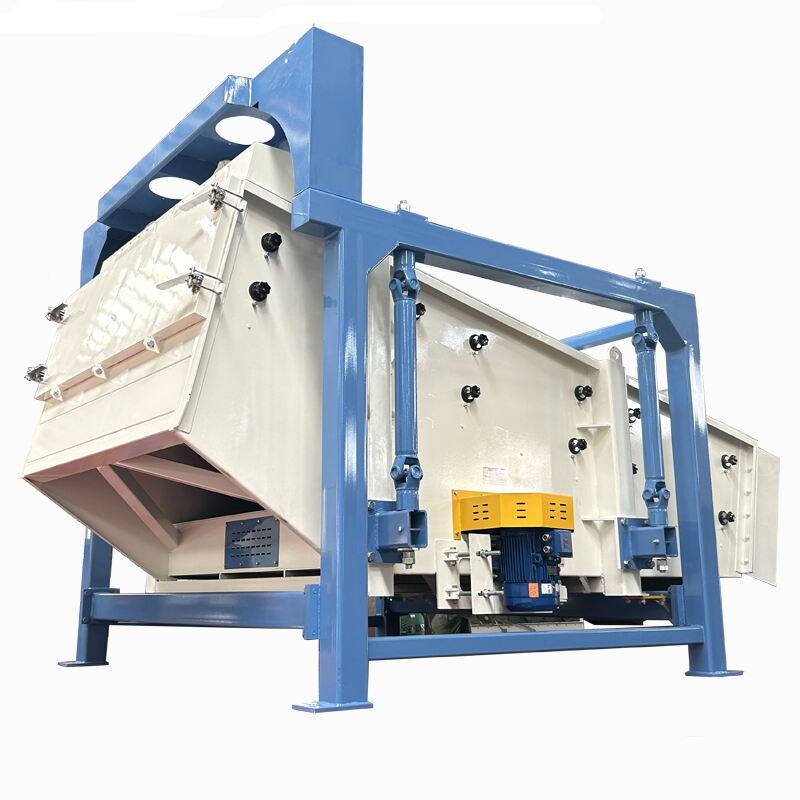
With the rapid development of industrial technology, double-deck high-efficiency rotary vibrating screen, as a kind of advanced screening equipment, is gradually becoming the core equipment of mining, chemical, food, pharmaceutical and other industries. Its excellent performance and significant economic benefits have brought unprecedented production advantages for enterprises. The following are several core advantages of double deck high efficiency rotary vibrating screen:
High screening accuracy and better product quality
Through multi-level screen design and adjustable vibration parameters, the equipment can accurately separate materials with different particle sizes, reduce the phenomenon of over-screening or clogging, ensure the purity of the finished product, and meet the stringent requirements for fine screening in pharmaceutical, food and other industries.
As a result, these vibrating screens are very efficient in terms of material flow patterns. Since these screens do not allow material buildup and clogging under amplitude and frequency conditions, this is considered to be typical for most types of screening equipment. Some manufacturers have adopted intelligent control systems. This level of automation is different from most material processing programs, where operators are required to constantly check the process while providing more accurate output.
Dramatic increase in productivity
High-efficiency rotary vibrating screen adopts advanced vibration motor and dynamic balancing technology, screening speed far exceeds the traditional equipment, the processing capacity can be increased by 30%-50% per unit time, especially suitable for large-scale continuous production demand, significantly reduce the time cost.
The outstanding technical advantage in the high efficiency rotary vibrating screen type is the high production rate. The new design provides a larger screen surface area and higher throughputs can be achieved with conventional vibrating screens of the same size. As the movement occurs in three planes, the material covers the screening surface in record time with high separation performance.
Flexibility and low maintainability increase efficiency on the operational side. We designed and applied rubber springs, as well as a vibration protection structure that allows unlimited operation under harsh conditions. In terms of maintainability, some manufacturers have adopted mechanisms whereby screens do not clog, for example when dealing with sticky and wet substances in feed and fertilizers.
Energy Conservation and Environmental Benefits
The optimized power system consumes less energy and saves more than 20% of electricity than traditional screening equipment, while the fully enclosed structure reduces the escape of dust, which meets the green production standard and helps the enterprise to achieve the goal of sustainable development.
Old rotary vibrating screen models focus more on energy consumption without posing a threat to efficiency. These low-power vibrating units and rotors are precisely balanced to utilize less power than traditional screens. Energy saving features are becoming critical, especially as businesses and industries become more demanding in minimizing their carbon footprint and operating expenses.
In addition to saving money on electricity, there are other environmental benefits. High-efficiency screens reduce product loss and lead to the formation of small amounts of waste. Some models are fully enclosed, which helps prevent dust from penetrating the work environment and minimizes the loss of manufactured product into the environment. As sustainable technologies for manufacturing continue to advance, the future of industrial screening technology will play an important role in green solutions for civilization.
Widely applicable and flexibly adaptable
From coarse screening of ore and coal to fine filtration of powder and liquid, the equipment can be adapted to different materials by replacing the screen mesh or adjusting the rotational speed, which is multi-purpose and highly cost-effective.
The ability to achieve precise cut points in high efficiency rotary vibrating screens is a valuable advantage that impacts product quality. These screens allow for a more precise particle size distribution, resulting in uniform dispersion in compound feeds and uniform dissolution rates in fertilizer applications. This is even more important for specific industries such as aquafeed production, where proper particle size plays an important role in feed conversion and has an impact on the physical performance of the animal.
Today, screens offer sophisticated characterization in a wide range of applications. Screening applications range from fines screening in premixed feed production to coarse screening in organic fertilizer production. They also feature quick-change screen cassettes; screening tasks can be changed in less than a few minutes. This flexibility of rotary vibrating screens makes them essential for facilities handling multiple products or changing products.
